
Technische Produktionsvorbereitung
Technologie des Herstellungsprozesses
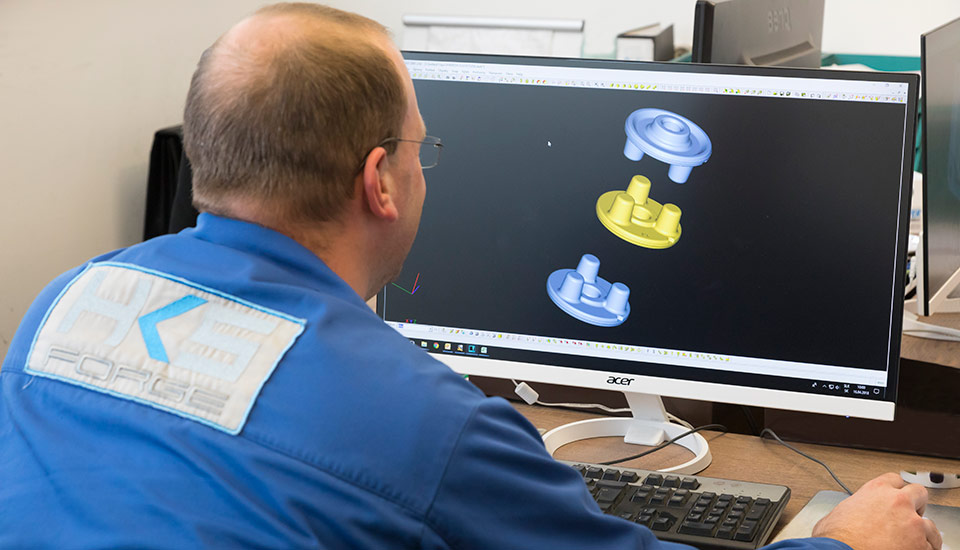
Der erste Kontakt mit einem neuen Erzeugnis beginnt in der Abteilung „Technische Produktionsvorbereitung“, wo das Herstellungsverfahren gemäß den Zeichnungen und den Kundenspezifikation eingeleitet wird. HKS Forge setzt bei der Entwicklung und Umsetzung von Fertigungsprozessen eine Reihe moderner Softwareinstrumente ein.
Konstruktion der Werkzeuge
Zur Erarbeitung der Zeichnungsdokumentation wird die Programmlösung SolidEDGE verwendet, die die Formate .dwg, .dxf und .step unterstützt. Der Schmiedeprozess wird standardmäßig im Voraus simuliert und mit Simulationsprogrammen überprüft.
Hauptprozesse

Schmieden
Die Produktion der Fa. HKS Forge ist auf die Herstellung von Gesenkschmiedestücken mit einem Gewicht von 0,5 bis 25 kg aus verschiedenen Stahlarten ausgerichtet.
- Vertikale Schmiedelinien
- Horizontale Schmiedelinie mit einer Kraft von 1.200 Tonnen
- Pressen für die Kaltkalibrierung mit einer Kraft von 1.000 und 2.000 Tonnen
Der Schmiedebetrieb ist mit vertikalen und horizontalen Schmiedepressen ausgestattet.
- Linien mit einer Kraft von 1.600 Tonnen
- Linien mit einer Kraft von 2.500 Tonnen
- Linien mit einer Kraft von 4.000 Tonnen

Querkeilwalzen
Wir bieten gewalzte Rotationserzeugnisse des Wellentyps an. Das Walzen erfolgt an einer Querkeilwalzmaschine der Bezeichnung UL 45A. Der maximale Durchmesser der hergestellten Schmiedestücke beträgt bis zu 50 mm, die maximale Länge beträgt 250 mm.

Bearbeitung
Im Zusammenhang mit der Herstellung von Schmiedestücken übernehmen wir auch die Bearbeitung gemäß Kundenwunsch. Wir arbeiten mit CNC-Drehmaschinen.
Unterstützende Prozesse

Trennen des Materials
Das Trennen des Materials erfolgt aus Gründen der Genauigkeit und hohen Qualität auf Kreissägemaschinen. Es wird Material bis zu einem Durchmesser von 150 mm getrennt. Ein Teil des Sortiments wird an Scheren der Bezeichnung ScKU 500 kalt geschnitten.

Wärmebearbeitung
In Durchlauf- und Wagenöfen erfolgen verschiedene Arten der Wärmebearbeitung gemäß Kundenanforderungen an die Eigenschaften des Schmiedestücks.
- Normung
- Isothermisches Glühen
- Veredelung
- Isothermisches Glühen von der Schmiedetemperatur ausgehend
- Weichglühen
Öfen (Wagenöfen, Kammeröfen und Durchlauföfen), die für folgende Arten der Wärmebehandlung geeignet sind:

Abstrahlverfahren
Oberflächengestaltung – Befreiung der Schmiedestücke von Eisenoxiden.
Kalibrierung
Nach Kundenvorgaben erfolgt an den Pressen LLR 1000 und 2000 eine Präzisierung der Maße sowie das Flachdrücken.

Herstellung von Werkzeug
Das Werkzeug für die Schmiedelinien wird zumeist in kleinerem Umfang gemeinsam mit geprüften externen Herstellern selbst hergestellt. Bei der Herstellung des Schmiedewerkzeugs werden hochleistungsfähige und präzise CNC-Drehmaschinen und CNC-Fräsen für die Herstellung komplizierterer Formen der Gesenkhohlräume eingesetzt. Für die laufende Renovierung werden konventionelle Bearbeitungsmaschinen verwendet.
Kontrolle

Eingang
Bei der Eingangskontrolle der Materialien wird eine konventionelle Messung und Spektrometrie zur Kontrolle der chemischen Zusammensetzung der Materialien durchgeführt.

Zwischenkontrolle
Während des Herstellungsprozesses führen wir Dimensionskontrollen durch, um den Prozessfortschritt zu überprüfen.

Ausgangskontrolle
- Sichtprüfung
- Kontrolle auf Risse mit der Methode der magnetischen Defektoskopie
- Kontrolle mit Wirbelströmen
- Die zerstörenden und nicht zerstörenden Prüfungen erfolgen in einem zertifizierten und hoch professionellen Labor nach Kundenanforderungen.
- Ultraschallkontrolle
- Maßkontrolle
- Reparaturen von Oberflächenmängeln der Schmiedestücke zur Gewährleistung der Qualität
Zur Gewährleistung der Qualität unserer Erzeugnisse führen wir eine mehrstufige Ausgangskontrolle durch.

Labor
- Analyse der chemischen Zusammensetzung des Eingangsmaterials
- Präparation metallographischer Proben
- Bewertung der Makrostruktur und Mikrostruktur der Proben einschließlich der Beurteilung der Korngröße
- Bewertung der Entkohlungstiefe
- Messung der Härte an der Oberfläche bzw. im Querschnitt der Proben
In einem rekonstruierten internen Labor führen wir die standardmäßigen metallographischen Analysen der Schmiedestücke nach der Wärmebehandlung im Sinne der Kundenanforderungen bzw. in Übereinstimmung mit folgenden STN-EN-ISO-Normen durch:
Ergebnis der internen Analyse ist ein Protokoll, das die Resultate der Prüfungen einschließlich einer Fotodokumentation umfasst.