
Technical preparation of Production
PRODUCTION PROCESS TECHNOLOGY
The first contact of a new product begins at the Technical Production Preparation department where the production process is designed on the basis of the customer’s drawings and specifications. HKS Forge provides the design and development of the production process using a range of modern software tools.
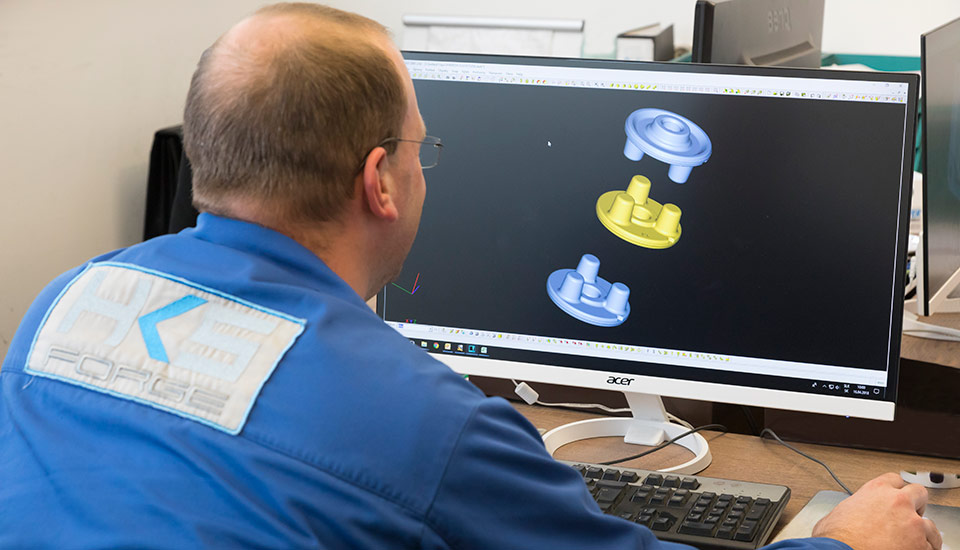
DESIGN TOOLS
The drawing documentation is processed using the SolidEDGE software solution which supports the dwg, dxf and step formats. As standard, the forging process is simulated and checked with simulation programs.
Major Processes

FORGING
The HKS Forge production is focused on the production of drop forgings made from different steel types within the range of 0,5 to 25 kg.
- Vertical forging lines
- Horizontal forging lines with a force of 1200 tons
- Presses for cold calibration with a force of 1000 and 2000 tons
The forge is equipped with vertical and horizontal forging presses.
- Lines with a force of 1600 tons
- Lines with a force of 2500 tons
- Lines with a force of 4000 tons

CROSS WEDGE ROLLING
We supply rolled shaft-type rotary products. The rolling is performed with a cross wedge rolling machine UL 45A. The maximum product diameter is up to 50 mm and the maximum length is 250 mm.

MACHINING
Following the manufacturing of forgings, we also provide customer-specific machining. We use CNC turning centres.
Supporting Processes

MATERIAL CUTTING
To provide precision and high quality of materials, we secure cutting using circular saws. We cut material up to a diameter of 150 mm. A part of the product range is cold cut with ScKU 500 shears.

Heat treatment
Various types of heat treatment is performed in continuous and car bottom furnaces according to the forging feature requirements of the customer.
- Normalization
- Isothermal annealing
- Refinement
- Isothermal annealing from forging temperature
- Soft annealing
Furnaces (car bottom, chamber and continuous) suitable for the following types of heat treatment:

BLASTING
Surface finish - removal of iron oxide forgings.
CALIBRATION
Precising of dimensions and flattening using the LLR 1000 and 2000 presses according to customer requirements.

Manufacture of Tools
Tools for forging lines are mostly manufactured; to a lesser extent, within the framework of cooperation with certified external manufacturers. We use high performance and precise CNC turning centres to manufacture more complex shapes of drop forging cavities in the manufacture of forging tools. Conventional machine tools are used to perform routine refurbishment.
Control

INPUT
The input check is performed using conventional measurement and the chemical composition check of materials is performed using a spectrometer.

IN-PROCESS
During the production process, we perform a dimension check to verify the processes.

OUTPUT
- Visual Inspection
- Crack testing by magnetoscopic defectoscopy
- Eddy-current control
- Destructive and non-destructive testing provided by an external, certified and highly professional laboratory according to customer requirements.
- Ultrasound inspection
- Dimension control
- Repairs of forging surface defects for quality assurance
To ensure the high quality of our products, we perform a multistep output check:

LABORATORY
- chemical composition analysis of the input material
- preparation of metallographic samples
- evaluation of the macrostructure and microstructure of samples, including grain size assessment
- decarburisation depth evaluation
- measuring hardness on the surface, respectively in the cross-section of samples
In the refurbished internal laboratory, we perform standard metallographic product analyses of forgings after heat treatment pursuant to the customer’s requirements in accordance with STN EN ISO standards:
Output from the internal analysis is a protocol including the test results as well as photo documentation.